



火红的年代火红的心
□胡瑞祥
1964年7月20日,18岁的我从聊城技校毕业,分配到德州机床厂工作。从那天开始,正式踏进社会,开始人生的新征程。真是时光催人老,转眼间,到今年7月,来德州已经整整60年了。当年的青春小伙子,已被岁月之刀,雕刻成白发苍苍的耄耋老人。虽然在这60年当中,在机床厂待的时间并不算太长,但是,令我难以忘怀的,或者说塑造我人生观、价值观的,正是那令我终生难忘的机床厂生活。在那火红的时代熔炉里,我学到了怎样做人,怎样做事。我的世界观在那里得到了进化、焠炼。
这些年来,往年旧事,时常如走马灯般地在我脑海里展现。当年,我们同学一行人,跟随厂劳动工资科的付九恩科长,来到机床厂办公大楼前,付科长指着那幅“为全面完成第二个五年计划而奋斗!”红底白字的巨幅标语,非常严肃非常郑重地说:“同志们,从今天起,你们将正式成为工人阶级的一分子,也就是说,你们将成为一个真正的社会主义建设者。这幅标语告诉了我们的责任。因为,我们厂的产品是列入国家建设计划重要项目的,你们将担负起国家建设的重大任务。”60年过去了,付九恩科长的嘱托,至今仍然在耳侧震响着。

机床厂工人业余演出
付九恩科长一边带领我们在厂区参观,一边向我们介绍说,机床厂共有7个车间,其中,一、二、三、四车间是主要生产车间,五车间是辅助车间,主要担负厂内生产用工具、量具、刃具的生产和外购;六车间是维修车间,主要担负全厂机械、电器设备的维修。七车间是军工车间,生产产品及计划由军代表室单独安排。
我们来到三车间,付九恩科长介绍说,这是一个双挎的连体车间,也是机械加工生产的重点车间,我厂产品95%以上的零件,都是在这个车间生产出来的。一走进三车间大门,机床的轰鸣声就震撼了我。我看到,几十台各式机床整齐地排列在车间两侧,工人师傅们正在聚精会神地操作着。我看到,高速旋转的车床上,有的铁屑在他们面前像是一朵朵浪花,欢快地跳跃着;有的像一条温驯的银蛇,蜿蜒着身子,从床身上飘落下来。这热烈、忘我的生产场景,让我联想起电影《南泥湾》中,三五九旅开荒大生产的火爆,《暴风骤雨》中翻身农民获得土地后的喜阅。我盼望着、想象着,自己也要尽快地像他们那样,熟练而忘我地投入到产业工人的大生产当中去。
试行“资金本票管理制”
入厂之初,厂党委正贯彻落实《鞍钢宪法》中关于“两参一改三结合”的措施要求,即工人参加管理;干部参加劳动;改革不合理的规章制度;领导干部要深入到车间班组,和技术人员、一线职工结合在一起,大搞技术革新、技术革命。厂党委为此提出了以全面完成国家计划为总目标,大搞技术革新,技术革命,以提高产品质量,特别是提高一等品率和生产效率为努力方向,制定各自的工作规划的目标。
按照厂党委的要求,各职能科室及各车间的管理人员、工人代表立即行动起来。经过两个多月的反复磋商、局部试点,取得经验以后,厂党委同意,在全厂推行“全厂职工全员参加管理的试行办法”,试行“资金本票管理制”。
在全厂全面实施这一管理办法,是机床厂实行“干部、工人、技术人员三结合”的一项创举。但是,在具体落实中,难度的确不算小。比如说一台c620车床,成本价2万元。其中包括铸造、锻打、机械加工、分装、总装,然后打包装、装箱等环节。而在这几个大的环节中,还要具体细化到各工种、工序对原、材料需求的成本计算。特别是一车间,它的工作任务是翻砂铸造,400多名职工,分为木型工段、造型工段、大炉工段、清铲工段、修理工段、铲车班及相配套的木型库、焦炭库、生铁碇库、耐火材料库等,所用原、材、辅料,小到一块砂布、一颗木螺丝、一把毛刷、一块耐火砖,大到成吨的焦炭、生铁锭、废钢材等,要把这些物资事无巨细地全部把它的价格标示出来,再按照每道工序所需材料的数量,按照价格分配下去。每个工序的工人(班组长)按照自己工序所需物料,凭资金本票到有关库房去购买有关物品。其形式就像消费者到商场购物。全厂一个月按生产一百台车床发放“资金本票”,每天由各车间统计员统计填报报表,到月底由各管理部门统计核算,然后交给生产计划科的成本会计,统计核算出全月的生产成本,然后核验几大工序(车间)的成本消耗,是超过指标还是低于指标。再把各工序(车间)的成本价格反馈到各个生产环节上,由干部、技术人员和操作者一起研究,在哪些工装、工艺、技术节点上存有改进、提升的空间。由此带动全厂上下,人人动脑筋想办法,看如何采取措施,降低成本。比如,木型工段,他们提出降低木材消耗的措施是,把废弃的木料再检查一遍,做到物尽其用;将报废的大件木型去除损坏的部分,改制成中小件的铸件木型等;造型工段和大炉工段的技术人员和工人们一起想办法,改进铸造工艺,实行精密铸造,以减少生铁、焦炭的损耗;大炉上的工人们一方面苦练基本功,一方面改进铁水进口,努力减少铁水在浇铸时出现气孔、砂眼等问题,从而有效降低了废品率。经过几个月的努力,一车间铸造成本明显降低。仅一个铸造车间,经过技术革新、改造,每年就可以多创造几十万元的产值。
机床厂工人业余演出
锻造车间的干部、职工、技术人员通力合作,使绝大部分锻件模具化。特别是在引进250公斤空气锤之后,他们苦练基本功,熟练掌握了利用模具分段锻打,对齿轮毛坯实施模具精锻等技术措施,明显减少了毛坯重量。经过上游车间的努力,既节约了大约10%的原材料,又减轻了机械加工车间的工作量,节约了刀具、电力、人力的消耗,使整个车床生产过程的成本明显降低。按原计划每年由国家提供1000台车床的原材料,现在就可以生产1100台车床。一系列改革措施的实施,为国家节省生铁、焦炭和钢材几百吨,可创造产值达200多万元。
学雷锋、学大庆,开展劳动竞赛
机床厂工人的岗位都是相对固定的。许多工序,比如一车间的清铲工,与全厂各工种岗位比起来,可以说是集脏、累、苦于一身的工种。刚从车间打开砂箱的铸件,还带着五六十摄氏度以上的余温,就用铲车转送到清铲工棚里,清铲工须用大大小小的砂轮机、钢铲子,把尚附着在铸件上的砂子及铸造遗留的飞边、毛刺,用砂轮机或锤头、钢铲,把这些附着物清理干净。一时间,砂轮飞转,火星四溅,飞尘细砂随着空气在工棚里飞溅。因为产生的沙尘比较多,需要一个空气比较流通的环境,所以,他们只能在一个敞棚下工作。冬天前烘后冷还好说,夏天的热浪加上铸件的余温,可以说是在立体式烘烤中干活。再穿戴上劳动保护用品,更觉得全身上下透不过气来。用不了多长时间,汗水就把黏在脸上的粉尘冲出道道沟豁。有的工人干脆不穿防护服了,光着脊梁拼命干。好处是厂里的浴室是24小时开放的,下了班可以随时去浴室冲洗。
再比如三车间,它是全厂重点的机械加工车间。每个工件的加工定额,经过七八年的反复核定,已经压得非常紧了,有的工件工时甚至精确到秒,而工人同志们每天上了班,似乎并不关心工时定额,他们只是心无旁骛、聚精会神地工作。他们好像没有时间观念却又争分夺秒地忙碌。他们简直是以迎接一个个新生婴儿般地喜悦心情,通过自己的双手,把一件件毛坯变成崭新的零件。他们坚信,自己的工作岗位,就是建设社会主义新中国的岗位。就像机床上的零件,哪怕是一颗不起眼的小小螺丝钉,也是保证机床正常运转不可或缺的组成部分。他们时时处处以雷锋精神、铁人精神为榜样,坚信只有干不好工作的人,没有干不好的工作。他们不计较工作岗位累不累、脏不脏,只是想着如何干好自己的工作。“是骡子是马,牵出来遛遛”,是机床工人常说的口头语。他们还常说的一句话就是:“只允许工作挑人,不允许人挑工作。”任何工作(生产)岗位都是社会主义建设不可或缺的一部分。不管岗位如何艰苦,也都要像大庆人那样,做到“三老四严四个一样”,即“当老实人,说老实话,办老实事”;严格的要求,严密的组织,严肃的态度,严明的纪律。切实做到“黑天和白天一个样,坏天气和好天气一个样,领导不在场和领导在场一样,没人检查和有人检查一个样”。
共产党员既是生产骨干又是政治思想工作的模范
机床厂是一个具有光荣革命传统的老厂,各车间都有几位甚至十几位新中国成立前的老党员、老军人、老工人。他们是机床厂各车间的“四梁八柱”,是各车间党支部所信赖所依靠的骨干力量,同时也是工友们的主心骨、贴心人。他们常常以无声地行动,发挥着模范带头作用。三车间有一位参加过抗战的老党员高金义,40多岁了,1958年才安排到机床厂工作。因为年龄有些大了,又没有文化基础,所以当了一名转运工。他每天乐呵呵地总是比别人提前一个小时来到车间,拿着领料单,用地排车把各机床需要的原料从原料库领出来,送到每台机床专用的铁架子上。下了班晚走一个小时,把每台机床已经加工好的零件按派工单要求转到下一个工序。车间里几十台机床原材料的需求及制成零件的周转,从来没出现过差错。他很少说话,但是,他非常关注青年工人的成长。如发现有什么情况,他会以极平常的语言给以提示,从而把一些不良苗头消灭在萌芽之中。三车间还有几位老党员、老工人,如周云谱、刘玉林、王志泉、林天平、王云超、刘成吉、杨玉茂、赵凤胜等,他们既是生产一线的技术骨干,又是职工政治思想工作的指导员。他们一边从事生产工作,一边观察职工们的思想情绪变化,如发现哪位同志情绪不振,他会走过去了解一下。职工们也愿意把自己遇到的疑难问题讲给他们听,让他们帮助自己出主意想办法。这些老党员、老工人为工人阶级主人翁思想的纯洁性,提供了无形而又可靠地保证,同时也对职工出满勤、干满点,一心一意搞生产,起到保驾护航的促进作用。
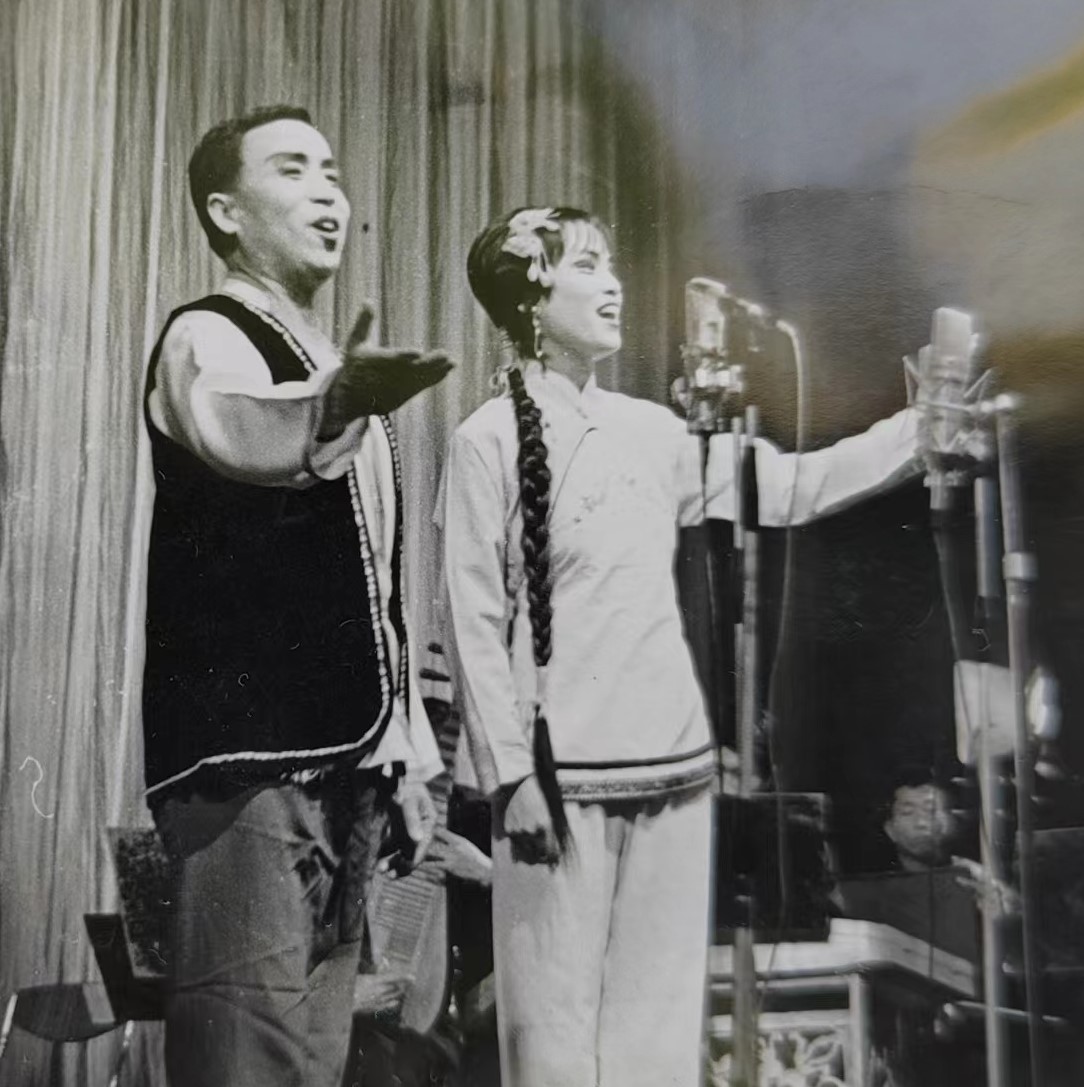
作者所在班组欢送三车间党支部书记王万选的合影。
前排从左至右:陈心义、孙吉传、王万选、刘成吉、李振华、张桂芝;
后排左起:王树林、胡瑞祥、牟三臣、任佩君、邹希岭、井冠平;
中排左四为张淑英,其他几位为厂技校实习生
三车间车工一组,是以女工为主,生产小型零件的班组。共产党员、组长赵国英、解俊华虽然说是1956年入厂的老工人,当时也不过是25岁左右的年轻女工,她们俩结成劳动竞赛的对手,带动全组工人开展劳动竞赛。她俩各自聚精会神地盯着飞速旋转的车床,迅速而又灵巧地操纵着各个把手。她们顾不上擦一把流淌在脸颊上的汗水,把一个个毛坯快速地变成合格的零件。她们有时也和男职工一样,干脆把工作服外衣脱掉,上身只穿着一件汗衫工作。车工二组的生产任务以中杂件为主,五台车床分两个班次生产,10位工人以1958年入厂的男职工为主。牟三臣和任佩君两人当时还是二十二三岁的青年工人,同时还是车间党支部培养的入党积极分子。他俩带着全组同志摽着劲地比赛。为了争取在规定的8小时工作时间中多生产一些零件,他们都是在上班以前就来到岗位上,抓紧做好生产准备。生产当中,当刀具用钝了,需要把刀具从车床刀架子上卸下来,拿到磨刀室去磨刃的时候,都是一路小跑地跑去跑回。为了减少或避免工作时间上厕所,都是尽量少喝水,实在要去上厕所了,心里想着还能坚持一下。车床在飞转着,手在各个手柄上飞舞着,一边操作着,一边感觉着,觉得还能再坚持,再赶出一个零件来!当赶出一件来了,觉得还能坚持着再赶出一件来。直到实在忍不住了,才一手摁下刹把,一手飞速抓起一块棉纱,一边擦着手上的油污,一边往厕所方向跑。下班时间到了,他们总是在别的机床操作者收拾工具准备下班的时候去厕所或去磨刀室磨刀具,等别的职工走了,他们再接着干。在他俩及车工二组的带动下,全车间好多工人都自觉地延长工作时间。特别是上夜班的时候,应该是晚7点半上班,早4点下班,好多工人都干到6点多才下班。尽管8小时工作制,是国家为保护工人健康而制定的法律性规定,但是,工人同志们觉得工作8个小时实在太少了点,觉得必须再多干上一两个小时,心里才觉得踏实。各车间的党支部书记、主任为了安全生产和职工身体健康,是不提倡加班加点的,但是,面对同志们的劳动热情,也只能心疼又无可奈何地一边叹气,一边提醒着,安全第一,质量第一!
除了工人之间、班组之间搞生产竞赛,厂党委每年都要组织全厂规模的劳动竞赛。如春节过后,马上组织全厂职工开展“全面完成一季度生产计划,实现首季开门红”的劳动竞赛。进入五月份,开展“大战红五月,为实现年度过半,全年生产任务过半”的竞赛;进入9月份,组织以“实际行动庆祝新中国生日,为国庆献礼”的竞赛活动;到了10月份,厂党委号召全厂职工,大干四季度,争取提前20天完成全年生产任务的攻坚战。
为提高一等品率,全厂从上到下绞尽脑汁
一车间的共产党员、工程师王建堂、汪国兴,听说青岛铸造研究所研究成功了球墨铸铁铸造技术,可以提高铸件内部组织结构的密度,提高铸件的耐磨性,从而可成倍地延长机床大修的间隔时间,他们马上去青岛学来这项新技术。三车间是主要机械加工车间,要提高产品的一等品率,首先是解决机床噪声大的问题。噪声主要产生于床头箱、齿轮箱、走刀箱三个部位。这三个部位的主要零件是齿轮。产生噪声的主要原因是齿轮间的啮合和齿轮与齿轮轴之间的间隙超标造成的。要解决这一问题,必须提高齿轮加工和齿轮花键孔与花键轴之间配合的精度。共产党员、全国劳模、工人技师周云谱,共产党员、老工人刘成吉、迪富洲组成攻关小组,反复试验提高齿轮啮合面精度的办法。他们制造出了磨齿机,把在滚齿机、插齿机上加工过的齿轮,拿到磨齿机上,用镶有金刚砂的衍磨轮与齿轮在啮合中反复研磨,终于攻克了齿轮啮合面小、精度低的问题。为了解决齿轮花键孔与花键轴配合间隙超标的问题,他们通过工具科了解到,哈尔滨工具厂新生产的齿轮花键孔专用拉刀,能解决花键孔的精度问题,工具科立即安排采购人员,乘火车赶赴哈尔滨工具厂。他们往返8天,赶回德州,下车后未及休息,直接从车站把拉刀送到三车间拉床上。
老技师周云谱又马不停蹄的和共产党员赵凤胜研究解决丝杠加工过程中产生的共振问题。一台车床的丝杠精度,关系到它所生产出来的螺纹质量高低。他们仔细分析丝杠加工过程中出现共振的原因。丝杠的长度,根据c620车床床体的长度,分为1000毫米、1500毫米、2000毫米、2500毫米,而丝杠的直径只有56毫米。这么长的钢材在车床上,以每分钟480圈的速度旋转,即使加上跟刀架和中心架,车削加工时也很难做到没有振动,更不要说在加工梯形螺纹时,刀具的展面宽度达到16毫米以上,就是将车床转速降低到120转甚至更低,也很难控制刀具与丝杠切削面之间产生的震颤(工人称之为“打嘟噜”)的问题。为解决这个“老大难”问题,他们决定采取排除法,先从环境上入手。丝杠车床原本在三车间北跨的西头,考虑车间内几十台机床工作时对地基及机床本身产生的震动和共鸣,可能对3米长的丝杠车床所产生的共振、共鸣,经与厂有关部门协调,决定把三车间外面的三间平房改造成丝杠车床专用房。同时加大、加深车床地基的基础,使之确保地基稳定。又把丝杠车床的床体由c620加长改为c630加长床体,这c630的床体比c620的床体能多出近一吨的重量,这样能使机床运转起来更稳定。然后又改进刀具和中心架,还自制了螺纹磨头等,在周云谱、赵凤胜和车间领导的不懈努力下,终于攻克了丝杠加工精度问题。与此同时,国家工业机械部花40万瑞士法郎,为机床厂从瑞士进口了一台坐标镗床,为提高机床三箱特别是床头箱主轴孔的精度提供了有力支持。地区机械局也从地区财政局争取了专项基金,为进口机床专门建起一座恒温恒湿的工作室。
四车间在提高车床床体精度上也下了大功夫。床体导轨的精度和使用寿命,决定整个车床的使用价值。他们在精加工床体导轨表面时,请工具车间专门把铇刀的刀刃精细研磨;在加工时使用煤油作润滑剂,这样加工出来的床体导轨面,能发出一种深沉地乌光,精度和光洁度也达到了设计要求。再加上共产党员刘洪达、刘合信、王清明三位技工精湛的刮研技术,把床体导规的凸面和平面上,刮出了鱼鳞花纹,一个个床体就像是一条条银龙整齐地排在装配通道上,煞是壮观。在全厂职工共同努力下,产品一等品率大幅上升,得到省机械厅的表扬和全国同行业的肯定。
后勤部门积极为一线职工提供各项保障
既然是全厂参与的生产劳动竞赛,除了生产一线,厂机关各科室也要毫不例外地全部动员起来。行政人员除了安排好日常工作,都去车间参加生产。同时,厂工会主任李合荣组织起锣鼓队,对在劳动竞赛中的优异班组、车间送锦旗祝贺。技术科室除了必需的新产品设计人员坚持岗位以外,其他技术人员全部沉到生产第一线,现场处理生产过程中遇到的技术问题。行政科想方设法购来奶粉,供冰糕房做冰糕,为全厂职工在暑期降温。保健站的医生们,除了在保健站正常值班,还安排医生背着急救药箱到各车间巡诊。就连伙房也行动起来了,司务长国盛祥借助供销科、生产科对外联络密切的优势,在粮食计划供应之外,想办法购进一些议价粮,并尽量增加副食蔬菜供应。伙房炊事员在共产党员、老军人郭班长的带领下,想方设法,一菜多吃,中餐、晚餐都有菜品供应。大灶(大锅菜),3分至5分钱一份,中灶(半炒半熬且有肉)一角钱一份,小灶是单炒,如芸豆炒肉、芹菜炒肉等,两角钱一份。其他诸如红烧茄子、拉麻肉、小炖肉、米粉肉、黄焖鸡等,每天轮流上,都是两角钱一份。让职工们能够通过增加副食,弥补主食的不足。每年十月一日国庆节前,还要组织一次吃节余活动。每人两个馒头,一碗红烧肉,把节日烘托得更加热闹有气氛。
每年的“五一”劳动节、“十一”国庆节,厂里都要组织职工参加全市的游行庆祝活动。早7点,职工们换上干净的衣服,到厂办公楼前的篮球场集合。游行队伍最前面,是写有德州机床厂5个白色行楷字、紫平绒镶金色流苏的大横幅,由6个人轮流擎着;后面是由杨永海指挥的军乐队,由三个大镲、三面大洋鼓、九把军号和二十余面小鼓组成;再往后是由一面直径1.5米的大鼓和两面锣、5副镲、3支唢呐、20个腰鼓组成的民乐队。接着是60人组成的彩旗队;然后是由机关科室、各车间的队伍。机床厂这1000多人的游行队伍,在军乐队激昂的鼓号声中,一走出厂区,立即成为群众围观的对象,引来无数人羡慕的眼光。
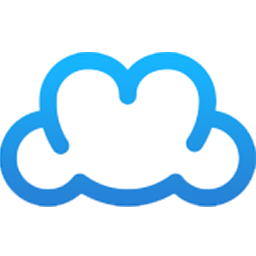
“五一”劳动节或国庆节的晚上,厂里还要组织全厂职工参与的文艺汇演联欢会。特别是由各车间、科室组织的革命歌曲大家唱的比赛,大合唱、小合唱、男女二重唱,把一首首雄浑豪迈的《我们走在大路上》《我们工人有力量》《延安颂》等革命歌曲,雄浑嘹亮地演唱出来。歌声此起彼伏,声震屋瓦,唱出了工人阶级的气势和力量。还有表演唱《逛新城》《老两口学毛选》等,更是带来连串的欢笑与掌声。每次联欢活动的压轴戏,必须是田元生的独唱。田元生,1956年参加工作,机床厂3车间车工,他生就一副清纯的嗓音,酷爱民歌演唱。1964年5月被选拔到山东省职工代表队,到上海参加华东局组织的六省一市及三大军区文艺代表队参加的第五届上海之春音乐会。他凭着自己优美圆润的音律,与杨茂英演唱《对秧歌》等歌曲,得到观众的喜爱和好评。他和山东代表队在上海、济南等地参演过程中,曾得到邓小平、陈毅等中央首长的接见;他与杨茂英演唱的《对秧歌》被中国唱片厂录制,并向国内外发行。回厂后,尽管有省及地市专业文艺团体邀其加盟,但是,他对机床厂有着太深的感情,他离不开亲如家人的工友和熟悉的机床和鸣声。他那首《乌苏里船歌》独唱,成为机床人、德州人的最爱。
德州机床厂是我从学校进入社会的第一站,到今天已经过去整整60年了。我离开机床厂也整整45年了。但是,我的心始终系在那里,那些老党员、老工人的形象已经活生生地镌刻在我的心里。我在那里,不但学到了技术,还在那里成长为一名共产党员。几十年来,尽管工作岗位几经变化,但是,党的要求,雷锋精神、铁人精神和“三老四严四个一样”的大庆人精神、机床人精神,始终激励着我。并以此为起点,兢兢业业,不断前行。
德州日报新媒体出品
编辑|李玉友
审核|冯光华 终审|尹滨